液压卡盘精度提升到0.01mm的秘诀
1、当拆换上爪时,务必清除基爪的齿形一部分及T型螺帽的紧密连接一部分,否责将造成精度里的禁止。
2、按照产品工件外观设计及钻削需求来设置汽压工作压力,假如管形的部件被髙压夹持导致变型。
3、夹持斜坡或光洁度的铁品产品工件时,应用的独特爪必须要有齿线之夹持面,工作中物不会飘散。
4、夹持轴力产品工件物时,轴力净重所产生的向心力作用于单一爪上,在加工时须要使用低转速进行。
5、不能采用与基爪排齿不符合以上爪,齿合度不够,将影响夹持力与精度,情况严重使基爪毁坏。
6、工作开始前,应用低转速比做一下一次,查验上爪与工作物部位是不是和数控刀片,数控刀片座造成干预。
7、假如夹持长度工作中物时,应用车床刀架或跟刀架支撑点另一端。
8、长期窝工设备时,夹头顶不能夹持工作中物。
9、当操作失误或设备故障所导致数控刀片或刀具座碰撞筒夹,马上关机查验上爪、基爪、T型螺帽、联接螺丝及夹持精度等有没有问题。
10、独特相对高度上爪应用之汽压工作压力必须比标准上爪低。
工作中物务必夹持于过程的圆心位子,或者在中心点之内这种精度最好是及稳定性能够达到,尽可能避免用行程安排的尽端来夹持产品工件。
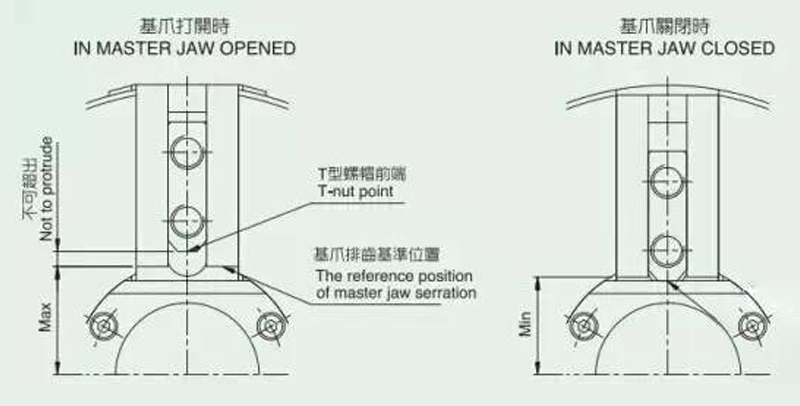
设置爪夹位置时应该注意T型螺帽,正确用法T型螺帽不能突显基爪。(右恰当)
T型螺帽突显基爪,不正确用法将造成基爪或T型螺帽的破坏及精度里的禁止。(左有误)

假如上爪卡紧的螺丝,将它锁入T型螺帽里的螺纹深度较浅时,将会导致T型螺帽出现损坏。相反,螺丝突显T型螺帽底端,则即便螺丝早已紧闭也不能将上爪彻底。固定不动,因而,上爪卡紧螺丝的总长需在间距T型螺帽底端内0-1mm长。
尽量应用附设之T型螺帽及固定不动螺丝(在难以避免的前提下,应用附设之外的螺帽及螺丝,必须要在12.9之内(M22之上10.9),高支撑力螺丝而且需注意长短够不够)。
当T型螺帽被放开时,不可以运行主轴轴承转动,不然上爪及T型螺帽会飘散,造成风险。

上爪是经过T型螺帽及联接螺丝安装在基爪上并可以从基爪排齿调节上爪部位。
若是在安装好爪时,基爪坐落于开始,T型螺帽于防尘盖之间的距离低于基爪行程,那样T型块可能碰撞防尘盖,造成防尘盖毁坏。

假如T型螺帽超过基爪排齿标准部位,T型螺帽可能撞击到防尘盖,造成防尘盖毁坏。