涨紧夹具如何应对各类零件加工
一、负压澎涨式铣刀筒夹
合乎数控车床、数控刀片高效运转发展趋向负压澎涨式铣刀筒夹:
近些年,数控车床向着“快速、高效率、高精密”方向发展,与此同时主轴轴承具有较高的旋转精密度。这会对数控刀片夹紧系统软件提出了较高的要求,主要表现在夹紧旋转精密度、转子动平衡性能和动力学模型特性等多个方面。从而使得新式精密刀具夹紧技术性---负压澎涨式铣刀筒夹应时而生。
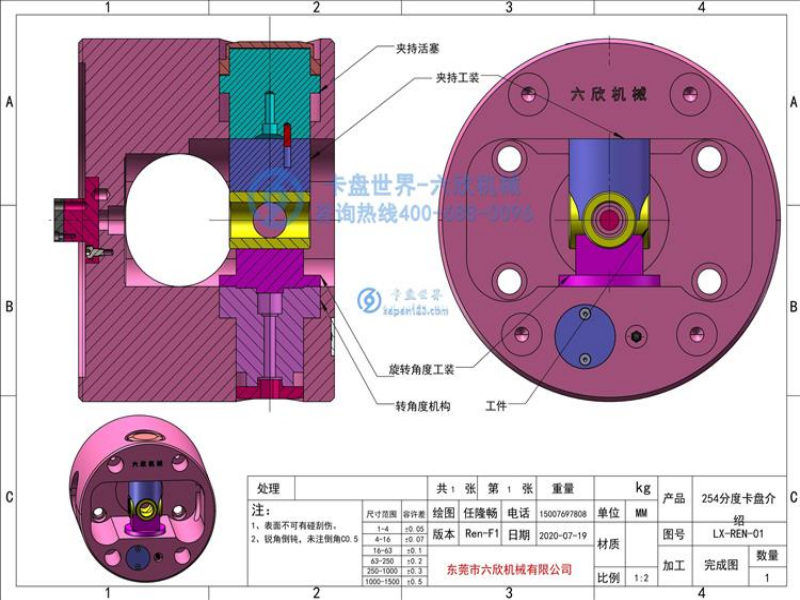
负压澎涨式数控刀片夹头的结构如下图1 图示。在筒夹行为主体与夹紧孔澎涨壁之间有一个环状封闭式油腔,油腔内充满着专用型齿轮油,能将汽压均匀的传达到密闭式油腔的每个部分,另外还提升结构阻尼,改进筒夹的动力学特性,对减少震动、提升加工品质具有明显的效果。
二、内/外胀夹具
完成薄壁件加工迅速夹紧的内部/外胀夹具:
为解决高精密工件直接用芯棒加工易产生比较大颤动而无法达到工艺标准问题,液压机澎涨工作服的应用逐渐给大家孰知。其早就在薄壁加工,滚齿、齿轮加工加工,高精密栓具制作等行业广泛运用。
液胀夹具可以同时完成工件定位与传送转距,不用别的构造设备,且能通过挑选变径套完成大小头夹紧,以回应柔性化生产规定,降低改装时长,极大地提高了生产率,控制成本,克服了高精密工件的加工精密度难题。内胀式以夹具薄壁套表面应对工件开展定位与夹持,外胀式则以夹具薄壁套内表层对工件开展定位与夹持,大家重点介绍他们的使用。
三、液性塑料夹具
液性塑料夹具在加工薄壁、高精密零件方面具有得天独厚的优势,可以减轻劳动效率,提升劳动效率。下列先向液性塑料夹具优势、液性塑料秘方、押注全过程及其液性塑料夹具设计方案常见问题等进行了详尽描述,为需要设计方案液性塑料夹具的为其提供了基本上参考文献,以后阐述了2个设计和应用的案例,为类似零件的加工提供新的构思。
液性塑料夹具是运用液性塑料却不流体密度,将工作压力均匀的发送给薄壁套筒规格,并通过套筒规格的变型来定位与夹持工件。可应用于磨、车、铣、钻、镗、传动齿轮加工(滚齿、齿轮加工、刨齿)、齿轮加工等。机械设备加工工艺流程里还可应用于检验跟专用工具生产制造。使液性塑料造成压力的来源有:手动式、标准气压及液压机。在一些场合。液性塑料造成压力关键起精准定位功效,而卡紧工件采用的是标准气压或液压机。
四、外抱式负压澎涨夹具
降低薄壁零件加工变形外抱式负压澎涨夹具:
金属零件,特别是薄壁零件在加工环节中因为材料自身的情况及加工环节中内应力等多种因素,变型是在所难免的,原因是薄壁零件刚度差、抗压强度弱,在加工中容易发生形变,使零件的形位误差扩大,不容易确保零件的加工品质。
在加工环节中,选择适合自己的夹具夹紧薄壁零件并根据零件的加工工艺标准改善夹具构造可以有效缓解这一问题。下列将详细介绍一款薄壁零件夹具及其一位热心用户在规划薄壁零件夹具的时候对夹具优化的共享。
五、能够“自卸车”的涨套处理回转体加工
变速箱的零部件内有很多是回转体,该类零部件大多数选用涨套式夹具之内孔为依据精准定位夹持加工,因为涨套光洁度小,应用长期其外表粗糙度下降等多种因素,往往会在加工完成后,尽管松开紧锁螺母或是松掉机器设备主轴轴承的支撑杆,但涨套不可以在热应力下收拢校准,必须采用外在因素敲打才可以卸载掉工件。怎么才能让作业者省掉这心烦无味姿势同时减少磕磕碰碰变成关键研究问题。
根据对设备和原夹具的具体分析,全部主轴轴承带支撑杆的机器都能实现全自动松紧度作用,如加工中心、数控机床滚/插/剔齿数控车床等。为了避免人为因素敲打工件导致工件外观检查损伤,不可以外部的给与卸载掉力,只有从内积极面对,利用装置全自动松掉支撑杆动作对旧式涨套夹具改善设计方案。