车床卡盘产生放心误差的主要原因
1、在车床卡盘里的定位件、主导性件和换刀零件的生产制造误差与在使用中磨损率都将变更数控车床、数控刀具和产品工件相互间的恰当相对位置,都可以导致生产加工误差
2、这种生产加工偏差尺寸还能够依照卡具的核心零部件的生产尺寸公差测算来决定。
针对一整套现阶段有些卡具或是一整套已用并磨烂的卡具来讲,还能够精确测量它事实上偏差。
根据精确测量结果,一般车床卡盘的定心偏差可以达到0.1~0.15mm。
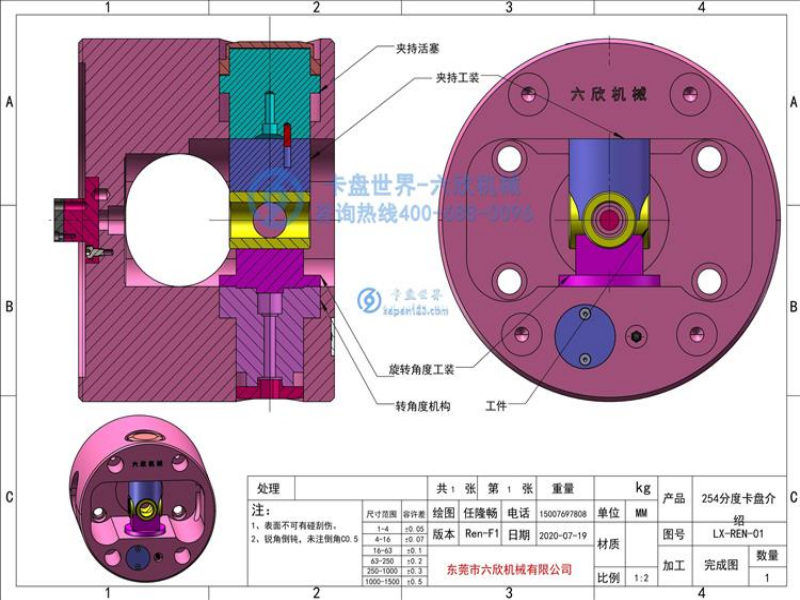
3、从车床卡盘自定心卡盘的结构上浅谈,它各个部分大部分全是过渡配合。 各部位中间,都存有着很大的空隙。 比如卡盘爪工字形槽和车床卡盘外壳往返滚动,造成着相应空隙;平面图钢筋套筒在外壳的轴颈上,需要转动,存有空隙;车床卡盘锁固在法兰片上都具备着轴向窜量。 这几点误差拼在一起产生累计误差,集中反映在3零件的径向圆跳动上。 随着损坏增加,各部位间隙也显著增加,这便是放心误差越来越大的原因。