CNC数控车床液压机卡盘的使用
一切工件生产加工都要工装夹具来固定不动工件,以CNC数控车床而言,卡盘是常用工装夹具,其方式及品种繁多,下列就厂区常见的卡盘做描述及独特实例简要介绍,供运营或服务器端参照用。
夹持力量的简述:
夹头基本上都是应用流体能量来產生夹持立,厂里有油压及其气压,这几种是最简单的自动化技术夹持方法。在油气压的使用上,务必先了解一下以下几种专有名词与其说物理意义,才可以明白怎麼运用。
a.力:F 单位为哥白尼(N),或者公斤力kgf。
b.总面积: A 单位为m2(平方公尺) ,或 cm2(平方公分)。
c.工作压力: P 利用系数的相互作用力,在物理上,可以用bar為企业,
bar的理解是: 1 bar=10,000 N/m2 = 10 N/cm2。
因此,最基本压力计算公式便是P= F/A。由於在厂内习惯性採用kgf為能量企业,因而尤其将相关的单位转换表明如下所示:
1 kgf= 9.8 N
1 bar= 10N/cm2 = 10/9.8 kgf/cm2 = 1.03 kgf/cm2
為了测算上便捷,一般只採用 1 bar = 1 kgf/cm2。
液压机卡盘都是靠著油压缸推动推拉门桿而產生夹持力(如图一),随著夹头大
小不一样、有没有顶心,之而夹持重量也有差异。下列报表要以亿川為例的夹持重
量限定。须特别注意的是,夹持力会随着著转速比的增加下降。
初期快速数控车床要以手动式卡盘为主导,随著科技创新演化迄今CNC数控车床大多数应用油压或气压卡盘,而手动式卡盘多為协助夹持用。且随著生产加工工件不一样,夹头的使用也不尽相同,一般油压空心卡盘遭受推拉门桿限制,其工件孔径得臣服推拉门桿的埋孔尺寸,以VT-36為例,推拉门桿埋孔f91,其生产加工工件孔径就必须要小於f91,若应用气压夹头则工件孔径受到限制於夹头自身埋孔,埋孔愈汉斯猫件孔径也可以随着扩大,因气压夹头夹持力较油压小,若想防止工件表层挤伤也可以采用气压夹头,依生产加工要求来定。但是因为為气压夹头价格比较高,且油压夹头泛用性广,一般CNC数控车床还是要以油压夹头為关键夹持另件。
a. 手动式卡盘:
大多数应用於快速数控车床,模夹具零件加工為主,或者用於主轴轴承B端协助夹持。
分前锁式之后锁式;夹爪分2爪、3爪、4爪…等,右分同动及单移动式,一生产加工要求来定,常见3爪或4爪夹头,3爪可加工内切圆之工件,4爪则可以生产加工偏心圆工件。
b. 气压卡盘:
因上银為製造球螺桿,其工件长而避免工件表面损伤,主轴轴承前后左右採用SMW的气压夹头。此台為VTII-26/110YCV。组装须留意分向环位置关系,避免打气全过程產生漏汽状况。
此外油压夹头有着许多类型,广泛有空心及实芯卡盘,一样还分夹爪数,亦需相互配合工件或是加工方法或是成本费考虑选择用,下列给予独特油压夹头案例参照。
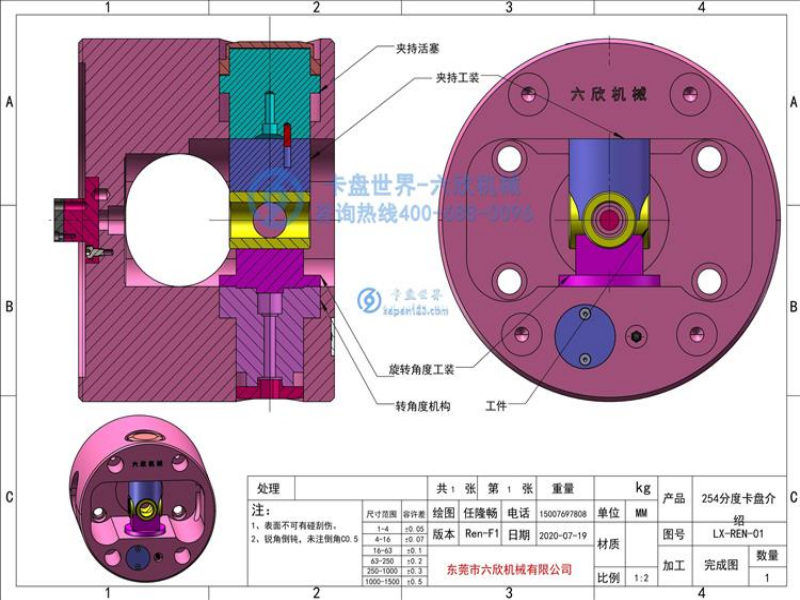
a. 测量范围卡盘:
迴转式测量范围油压卡盘基本功能為铣削多方面独特工件(比如:十字轴、继电器等),通过测量范围夹头操纵工件之铣削面,可省去须备多种多样独特夹爪及变小自动上下料时长。(此类夹头需配搭独特油压缸、机油箱。)
【测量范围夹头】 【筒夹头】
b. 筒夹头:
常用於生产加工心轴类零件,一般会相互配合自动上料机及其工补系统软件,以24HR自动式生產為主,產性能高并可降低人力成本。其组合之弹簧夹头常分為环形、正四方形、六角形等。