数控车床对刀的三种方法介绍
数控机床铣削加工中,首先应明确零件的加工起点,以创建精确的加工平面坐标,与此同时考虑到刀具的差异规格对加工产生的影响。这些都要根据对刀去解决。
(1)一般对刀
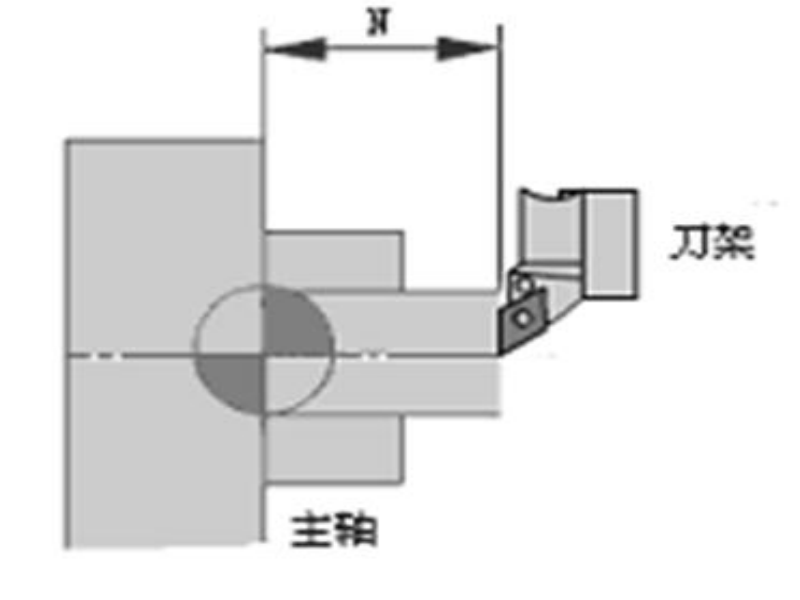
一般对刀指的是在机床中使用相对位置检验手动式对刀。下边以Z向对刀为例子表明对刀方式,如图1。

图1 相对位置检验对刀
刀具安装时,先挪动刀具手动式钻削产品工件右端口,再沿X向退刀,将右端口与加工起点间距N键入数控机床,即进行那把刀具Z向对刀全过程。
手动式对刀仪是完全对刀仪形式,但它还是没蹦出来传统数控机床的“试切--精确测量--调节”的对刀方式,占有比较多的在机床上时长。这种方法比较落伍。
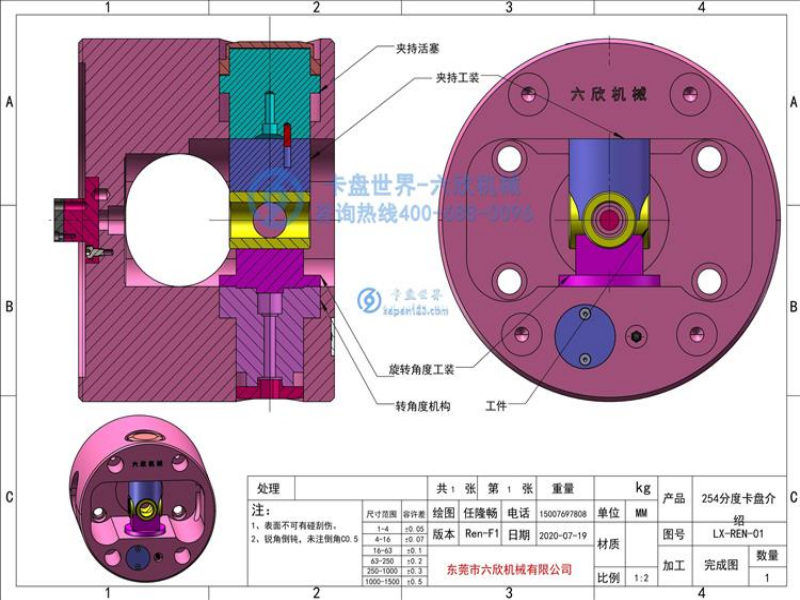
(2)主机对刀仪对刀
设备主机换刀实质上是精准测量出数控刀具想象尖刀点到数控刀具台规范正中间X及Z方向间的距离。应用设备主机对刀器可将数控刀具事前在数控机床外校对好,有利于装上数控机床之后把对刀长短键入相对应刀具赔偿号既能应用,如下图2所显示。

(3)全自动对刀
全自动对刀是由刀尖监测系统达到的,刀尖以设置的速率向接触式传感器贴近,当刀尖与控制器触碰并发信号,数控机床马上记录下来该一瞬间的平面坐标,并自动修正刀具补偿值。全自动对刀全过程如下图3所显示。